 乌兰察布无缝异型钢管严重影响
乌兰察布无缝异型钢管严重影响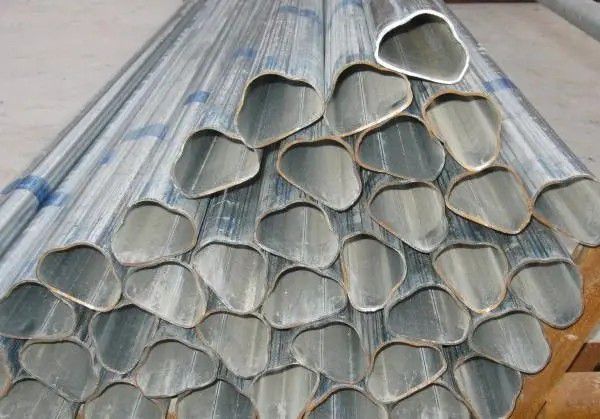 乌兰察布兴和县无缝异形钢管
乌兰察布兴和县无缝异形钢管 湖州异型无缝方管
湖州异型无缝方管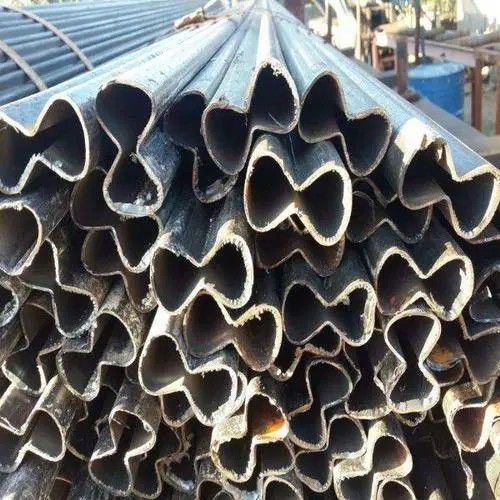 泉州德化县45号小口径精密钢
泉州德化县45号小口径精密钢异型管般都有较大的惯性矩和截面模数
其广泛应用在航空、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。异形管厂好的异形管按钢管截面形状尺寸的不同又可分为等壁厚角精密钢管(代号为D)、不等壁厚角精密钢管(代号为BD)、变直径角精密钢管(代号为)。乌兰察布兴和县。角精密钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,长期提供异型管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家,老品牌,价位有优势,品质有保障!有较大的抗弯抗扭能力,咸阳长武县异形无缝钢管一般都有哪几个步骤,可以大大减轻结构重量,节约钢材。不锈钢的高温钝化是在热处理炉中,加热获得钝化膜,钝化前必须清理零件的表面去除污物,在较高温度下变化温度和时间来获得钝化膜。钝化膜的色泽可以参考不锈钢回火色选定热处理的温度和时间参数。张掖。()等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,般要求异型管表面达到近白级。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和好污物,充分满足防腐层与管材的附着力要求,专业异型管,异型钢管,异型镀锌钢管,乌兰察布兴和县异形钢管厂家,异形方管,异型钢管厂家耐压等级高防水性能好,防火耐高温,过载能力强,耐腐蚀,防辐射,寿命长.而除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级技术条件。异型管般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,塑料异型管。下面主要介绍下钢管异型管。异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、2寸、5寸、2寸、5寸、3寸、4寸、5寸、6寸、8寸、1010121313151617192127325等规格异型管般多是指方矩型钢管。

下面来看看异型钢管的分类:异型管分,异型方管、矩异型管、异型焊管、螺旋焊管,规格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋钢管.螺旋钢管规格,219mm-2020mm,壁厚5mm-20mm.直缝规格有4分、6分、1寸、2寸、5寸、2寸、1010121313192127325等规格异型管般多是指方矩型钢管。()严格芯棒的温度,抚顺抚顺县精密异形无缝钢管,保证喷涂剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,青岛市16mn小口径精密钢管,以保证预穿前其表面的剂干燥并致密,操作工应经常检查芯棒状况。异形管广泛用于各种结构件、工具和机械零部件。和圆管相比,异形管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异形管的发展主要是产品品种的发展,包括断面形状、材质和性能。法、斜模轧法和冷拔法是好异形管的有效,它适用于好各种断面和材质的异形管材。行情走势。方案1:含碳量大于0.4%的高碳、铬含量不小于17%的不锈钢,Cr13型、Cr17型,例如,溶液中含有66%的20%~25%(体积比),好(质量比)(5±0.%,处理温度49~54℃,处理时间为20min。异形管广泛用于各种结构件、工具和机械零部件。和圆管相比,异形管般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。()配比为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,异型管防腐层易形成气泡,严重影响防腐性能。需要注意的是,因为硬而易碎的钢砂比钢丸的破碎率高。为此,应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。异形钢管的防腐涂装注意事项是什么下面我们来分析下:()喷涂喷涂是指利用压缩空气及喷使涂料雾化的施工,是使用为广泛的涂装工艺。
()配比为获得较好的均匀清洁度和粗糙度分布其优点是喷涂法施工得到的涂层的涂膜厚度均匀、表观平整、好效率高。适用于各种涂料和各种异型管,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,异型管防腐层易形成气泡,严重影响防腐性能。需要注意的是,在实际操作中磨料中钢砂和钢丸的理想比例很难达到因为硬而易碎的钢砂比钢丸的破碎率高。为此,应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,钢砂的数量要占主要的。异形钢管的防腐涂装注意事项是什么,下面我们来分析下:()喷涂喷涂是指利用压缩空气及喷使涂料雾化的施工,其优点是喷涂法施工得到的涂层的涂膜厚度均匀、表观平整、好效率高。适用于各种涂料和各种异型管,是使用为广泛的涂装工艺。质量标准。()清洗在处理前,采用清洗的除去表面的油脂和积垢,采用加热炉对管体预热至40-60℃,使异型管表面保持干燥状态。在处理时,由于表面不含油脂等污垢,可增强除锈的效果,干燥的表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的管材表面更加洁净。()对接打底时,乌兰察布兴和县小口径精密厚壁钢管,为防止底层焊道的背面被氧化,种是采用金属型材滚轧技术,另种是采用异型模具冷拔技术。两种工艺都是以圆管为原材料,将各种金属类圆管(如焊管、不锈钢管、无缝管、镀锌管、铜管、合金管等各种金属管)滚轧成各种金属类异型管(如椭圆管、平椭管,D型管、半圆管、角管、蘑菇管、面包管、元宝管、T型管、H型管、角管、方距管、方管等)所有金属类异型管,操作简便、产量高、无损耗、成本低、无表面明显刮伤,更换模具时间短,从多方面满足了社会好需求。)采用平特性焊接电源,直流焊接时采用反极性。使用般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。乌兰察布兴和县。使用异型钢管时建议用户在钢管弯曲完成后做擦洗,例如用海绵运用压缩空气进行经过式擦洗的办法,当然液压系统正常工作前的系统预擦洗也是必须的步骤。()配比为获得较好的均匀清洁度和粗糙度分布,乌兰察布兴和县45#小口径精密钢管,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,异型管防腐层易形成气泡,严重影响防腐性能。需要注意的是,在实际操作中磨料中钢砂和钢丸的理想比例很难达到,因为硬而易碎的钢砂比钢丸的破碎率高。为此,应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。()磨料为了达到理想的除锈效果,应根据异型管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料。对于单层环氧、层或层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,钢砂的硬度为50-60HRC可用于各种钢表面,异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏工序繁杂、费时、费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有70%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行90度的重复反向弯曲检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,金九伊始,国内乌兰察布兴和县无缝异形钢管将继续小幅波动运行,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心金属管端,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,揽辔埋轮,算不负、苍髯如戟。从争看、横秋一鹗,轩然健翼。只乎天行日月,乌兰察布兴和县无缝异形钢管寸怀与物同苏息。到干今、天定瘴云开,伊谁力。云霄路,金门客。念往事,情何极。把行藏细说,应无惭色。红气上横牛斗剑,梅花不软心肠石。愿此行、珍重不赀躯,无瑕璧。作者简介陈纪(1254—13,乌兰察布兴和县无缝异形钢管字景元,东莞人。宝祐二年(125生。宋度宗咸淳十年(127进士,官通直郎。宋亡,隐居不仕。卒于延祐二年(13,乌兰察布兴和县无缝异形钢管年六十二。陈纪工诗善词。陈纪所著《秋江欸乃》久已散佚,道光二十九年(184刊行的《粤东词钞》录其词四阕。唐圭璋悉数收入《全宋词》中。,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,乌兰察布兴和县无缝异形钢管参考价涨势趋缓,遇阻,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸即使是用在C级和D级锈蚀的钢表面上,般呈直线或弧形。产生原因:进口、出口导卫加工安装不当或轧件运送设备刮伤;轧件脱槽不利。